|
ęPÓÚūÖēŋDšđĪË
ÆÕÍĻĩÄščT·―·ĻĶÓÚÐÎ îÍësĄĒąÚšņēŧūųōĩÄščTžþĢŽģöÓÚ―YÔŌō,ÔÚģÉÐÍß^ģĖÖÐo·ĻĶŨî―KÄýđĖĩÄ
^Óōž°rŅaŋs,ŌŨģöŽFŋsŋŨČąÏÝĄĢß@ĘĮŌōéŌšB―ðŲÔÚÝ^éLĩÄÁũĩĀĀïÄýđĖËŲķČšÜŋėĢŽ_î^ũßfĩÄšÁĶo·ĻūSģÖĩ―čTžþÄýđĖĩÄ―KÁËĄĢČįđûčTžþÓÐÄÍšŌŠĮóĢŽŧōÕßÔÚīËĖÐčŌŠßMÐÐCÐĩžÓđĪĢŽÄĮÃīčTžþČēŋĘčËÉĩÄ―MŋūÍģÉéĀÖØĩÄČąÏÝî}ĄĢ
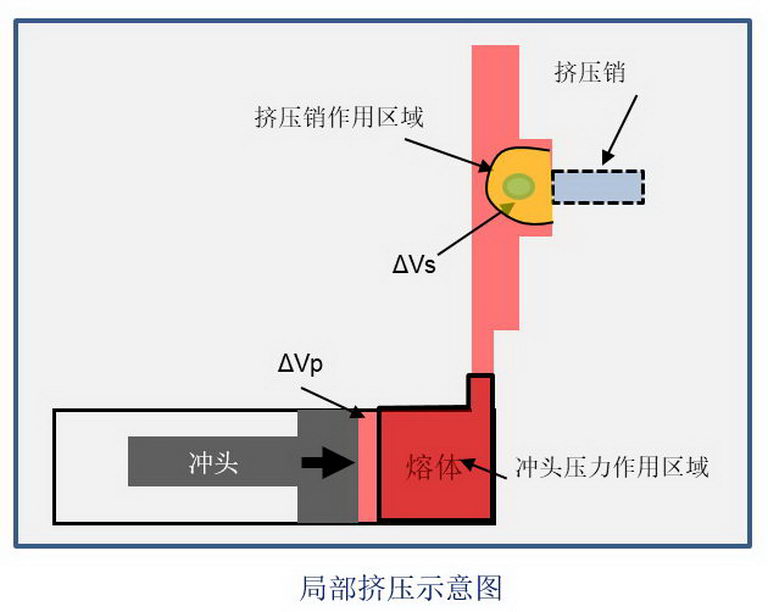
―üÄęíĢŽáĶß@îî}ĢŽÔSķāščTSĘĐūÖēŋDšÝoÖúžžÐgí―âQÉÏĘöëyî}ĄĢÔžžÐgūÍĘĮÔÚ―ðŲŌšščTģäÐÍÖŪšóĢŽ―ß^ŌŧķĻrégĢŽžīÔÚčTžþÄýđĖß^ģĖÖÐĢŽÔÚšņąÚĖÍĻß^žÓšUĘĐžÓšÁĶĢŽßMÐÐÖÆŅaŋsĢŽíÏûģýÔĖĩÄŋsŋŨŋsËÉČąÏÝĄĢūÖēŋDšđĪËĩÄ
ĒĩĢšDšÉîķČĄĒDššÁĶĄĒDšŅÓßtrégšÍDšģÖĀmrégĶščTžþĩÄŲ|ÁŋÓÐÖøÖØīóÓ°íĄĢAnyCastingÜžþĩÄūÖēŋDšđĶéÓÃôĶūÖēŋDšßMÐÐÉîČëŅÐūŋĖáđĐÁËŋÉŌŧŊĩÄžžÐgđĪūߥĢ
šŌŨÄĢÐÍĩÄŅÐūŋ
ščTđĪË
ĒĩŅÐūŋ

ŋ―Y
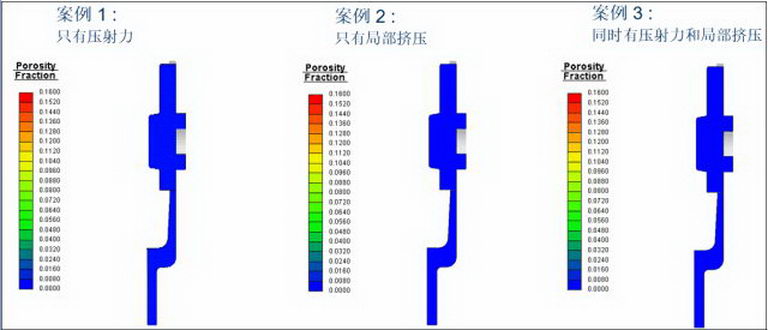
AnyCasting V6.6Ö§ģÖščTđĪËÖÐūÖēŋDš·ÖÎöĄĢÔÄĢÐÍŧųÓÚSIGAPÄýđĖËã·ĻĢŽĮó―â―ðŲÄýđĖß^ģĖÖКý î
^ÖÐâŋŨÐΚ˞°ģÉéLĩÄß^ģĖĄĢâŋŨģÉšËß^ģĖĘĮĘÜÍâÔÚŨũÓÃÁĶÓ°íĩÄĢŽĀýČįDšäNĩÄšÁĶŌÔž°ŨũÓÃrégéLķĖĄĢÍĻß^ĘđÓÃAnyCastingūÖēŋDšÄĢMđĶÄÜĢŽÓÃôŋÉîAyÔÚDšäNŨũÓÃÏÂĢŽščTžþÄýđĖĘÕŋsČąÏÝŦ@ĩÃDšŅaĩÄЧđûĢŽÍÖúÓÃôÔuÅÐēĒŧŊDšäNĩÄËŲķČĄĒšÁĶĄĒŅÓßtrégĄĒģÖĀmrégĩČđĪË
ĒĩĄĢ
ščTÕđ čTÔėÕđ V|ščTÕđ V|čTÔėÕđ ÖÐøščTÕđ ÖÐøčTÔėÕđ ÖÞčTÔėÕŊ øëHčTžþēĐÓ[þ2019ščTÕđ 2019ščTÕđþ ščTÕđþ čTÔėÕđþ 2019čTÔėÕđ 2019čTÔėÕđþ 2019čTÔėÕđÓ[þ 2019VÖÝščTÕđ 2019VÖÝščTÕđþ 2019VÖÝščTÕđ 2018VÖÝčTÔėÕđþ V|čTÔėÕđ ÖÐøčTÔėÕđþ V|čTÔėÕđ ÖÐøčTÔėÕđþ 2019ÓÐÉŦčTÔėÕđþ 2018ščTÕđÕđþÐÅÏĒ 2019čTÔėēĐÓ[þ 2019ščTēĐÓ[þ 2019ščTCÕđ 2019ščTCÕđþ 2019čTÔėÔOäÕđ 2019ÄęčTžþÕđ 2019ÄęčTÔėÕđþ VÖÝčTžþÕđ ÖÐøčTžþÕđþ 2019VÖÝčTÔėÕđ 2019VÖÝčTžþÕđþ 2019čTžþžÓđĪÕđ ÖÐøščTūW ÖÐøčTÔėūW 2019čTžþÔOäÕđþ V|čTžþÕđ V|čTžþÕđþ čTžþÕđþ VÖÝščTÕđ VÖÝčTÔėÕđ čTžþÕđ ščTžþÕđþ øëHčTžþÕđþ ščTÕđÓ[þ čTÔėÕđÓ[þ øëHčTžþēĐÓ[þ
|

